Additive Manufacturing
The Institute of Biomedical and Precision Engineering features state-of-the-art 3D printers, enabling rapid prototyping with advanced precision. Additive manufacturing capabilities are presented by printing technology for a clear and structured overview.

FDM Printers
Fused deposition modelling printers deposit material by extrusion in combination with motorized x, y and z-axes. Therefore, the printing technology is suited to deposit thermoplastic materials. A typical thermoplastic polymer used for rapid prototyping is polylactic acid (PLA), which is biodegradable. Especially environmentally friendly materials used by our institute also include PLA with embedded wood fibres.
However, the mechanical properties of PLA sometimes don’t account for the engineering demands we have of our prototypes, but with our printers it is also possible to print ABS, PETG and more exotic materials like carbon fiber-reinforced nylon which are tougher than PLA.
Our institute is equipped with a parc of four FDM printers; one Creator Pro 2, one Creator 3 Pro and two Bambu Lab X1E printers.
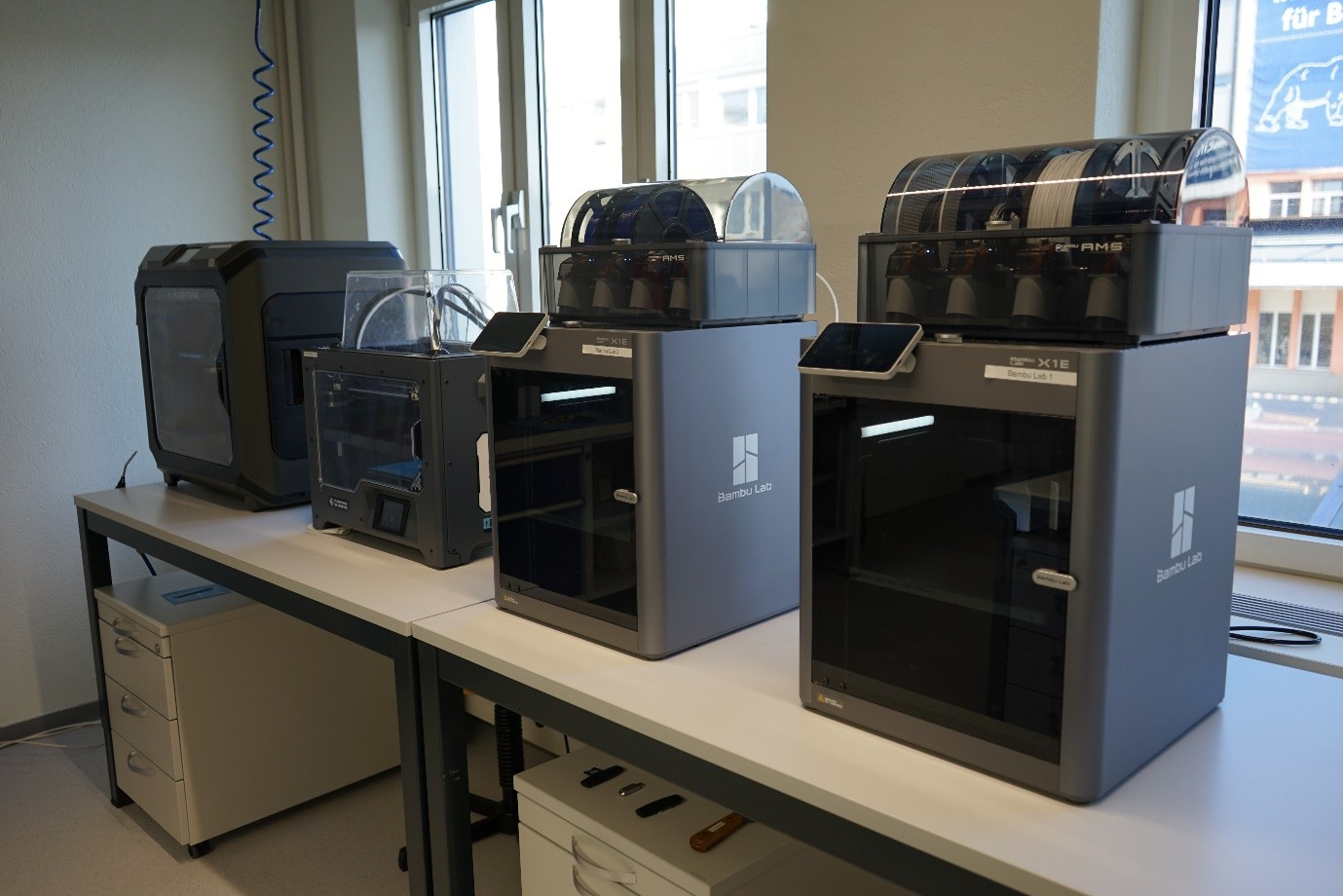
Bambu Lab X1E
The Bambu Lab X1E printers have integrated lidar sensors to detect spaghetti formation and allow for the printer to be paused until the material feeding can be restored, therefore reducing waste of material. Furthermore, they offer the highest speed of FDM printers on the market, by integrating vibration compensation and control algorithms. They allow a very high printing speed up to 500 mm/s while maintaining accuracy in x and y direction. The guiding of the x and y axis is made of carbon-fiber rods to achieve a toolhead acceleration of 20,000 mm/s² by reducing the weight of moving parts. This faster acceleration allows the Bambu Lab 3D printer to significantly reduce overall print time.

Masked Stereolithography Printer
The masked stereolithography printers (also called resin printers) build the parts layer by layer by exposing a thin layer of resin to uv light to crosslink the polymer and masking the pixels which should not be crosslinked through a liquid crystal display between the uv light source and the resin layer.
Intrinsically only materials which are able to be crosslinked with UV light are possible to print with this printing technologies, so called uv curable resins, which were initially quite brittle. Although this reason is quite limiting possible materials companies like Formlabs have developed recipes using a broad range of additives to improve their properties and control the printing environment with temperature control of the resin, so that nowadays it is possible to print biocompatible, flexible, temperature resistant and transparent resins.
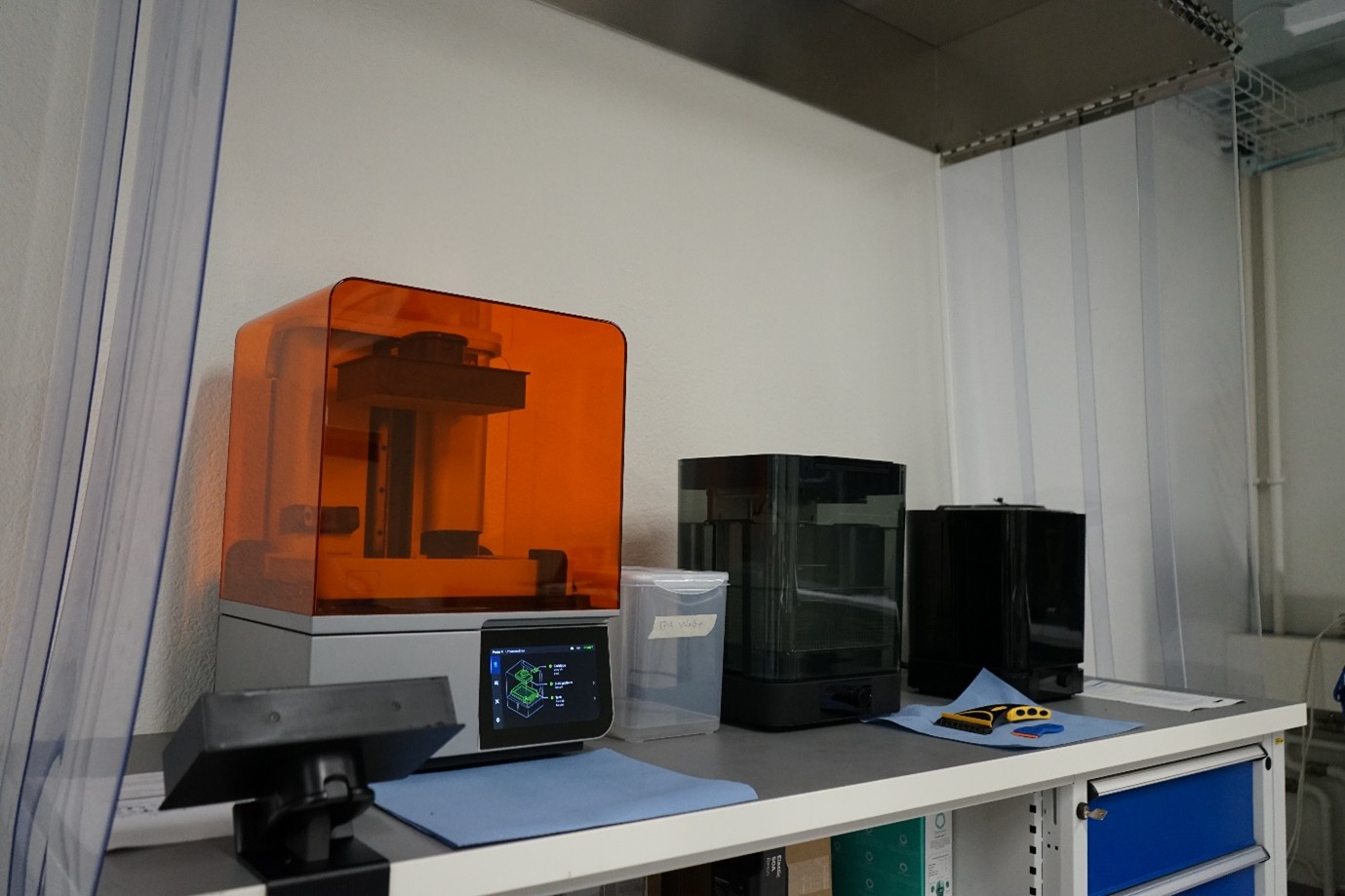
Formlabs Form 4
The form 4 printer has the advantage of pre-heating the resin to temperatures ranging from 24 °C to 45 °C to ensure the viscosity of the material stays constant during the printing process. The resolution of the masking LCD is 4K resulting in 50 µm pixel size. The layer thickness can be set in the range from 25 µm to 200 µm. Furthermore, there are force sensors integrated to minimize the printing force on the z-axis and an ultrasonic resin level sensor to control the resin level in the tank.
We use this printer for high accuracy parts and flexible prototypes, for example for the handle of our novel ultrasonic dental miniscaler which has been developed in our research group Ultrasonics in Medicine and Engineering.
Polyjet Printer
Polyjet 3D printers work with the principle of 2D inkjet printers, where small droplets are shooted with high velocity pixel by pixel. These droplets consist of curable uv resin, which is hardened afterwards with UV lamps mounted on the printhead. This is then repeated layer by layer.
The Stratasys J55 Prime has a dimensional accuracy of ±150μm and a high resolution in X/Y: 300 x 300 dpi and 18.75 µm a layer thickness in the Z direction.
We use this printer when highly complex 3 dimensional structures need to be manufactured with spatially varying mechanical properties (flexibility, toughness and hardness). This can be done by altering the pixel wise composition of the material by combing multiple materials with different mechanical properties simultaneously. Another usecase for us is the production of parts in the final phase of product development, for example ergonomic housings for electrosurgical instruments and ultrasonic bone cutting tools by combining tough and flexible materials for the final product design.

Additional Post-Processing Equipment
We also have additional equipment available in our laboratories for post-processing of the prototypes; two sandblasting cabinets, a surface smoothening cabinet with the use of isopropanol steam and a fully equipped mechanical workshop, allowing also for subtractive manufacturing of metal parts through milling and turning.